水泵节能改造操作:化工流程泵泵轴加工工艺
 扫一扫!
扫一扫!
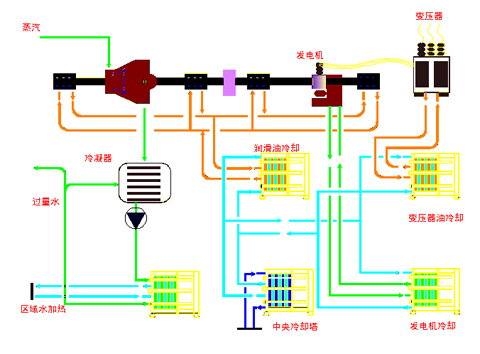
水泵节能改造涉及方方面面,今天就讲讲工艺上面的事情。化工流程泵轴类零件加工中细长轴加工较困难,采用合理的加工路线辅以适当的工装(如中心架),可以达到设计要求。轴加工主要以中心孔作定位基准,两端外圆不能在一次装夹中同时完成,精加工为保证径向跳动要求通常采用两头顶上鸡心夹的装夹方法,高精度的配合面常用磨床完成。
工艺路线为:
(1)粗车,分别钻两端中心孔,夹一头顶一头将外圆粗车成、留余量,转入热处理工序(如调质);
(2)半精车,对热处理后的轴一定要修复中 心孔,夹一头顶一头进行半精车,留精车余量0.5-1mm,并完成轴上的螺纹、退刀槽等加工,注意车退刀槽切忌尖角造成应力集中,影响轴的强度;
(3)、 精加工,对于要求不高的零件采用两头顶上鸡心夹,将配合部位外圆精车成;若配合面要求精度高、批量生产的轴,留磨加工余量0.3-0.6mm;
(4)、铣 键槽,注意保证对称度;
(5)、磨外圆,采用两头顶上鸡心夹将配合面磨成。